BE Interlocking on the New York Central Railroad, Berea, Ohio, 1946.
Photo by Richard J. Cook. Used with permission courtesy of the Allen County Historical Society, Lima, Ohio.

Jackson-Standard Models
Who We Are; What We Do
Welcome to Jackson-Standard Models. We are certified rivet counters and proud of it! Our objective is to bring our obsessive attention to detail and our zeal for historical accuracy to bear on our model railroad products. We have spent countless hours climbing under boxcars in inclement weather, or kneeling on roof-walks in 100 degree heat, to photograph, sketch, measure, and record the prototype as accurately as possible. We have spent an equal number of hours poring over engineering drawings with calipers and magnifying glasses as we drafted the prototype into a three-dimensional model in CAD. As modelers, we want our models to be accurate representations of the prototype. As a business, we accept that may mean using more difficult and expensive production tooling to get there. Our guiding principle is simple: We will only produce models that we would be proud to have on our own layout.
Our primary interest is in rolling stock and trackside railroad structures, using plastic injection molding technology to produce the majority of our projects. In some cases, such as our trucks, we use Zamac, or zinc die casting. In other cases, such as our gearboxes, we machine the product directly out of stock materials. Fortunately, we have a fully-equipped machine shop designed to produce molds and dies specifically for the model railroad industry.
Our approach is hands-on. We do the prototype research, we design the model, and we build the molds ourselves. Then we oversee the injection process, making sure that everything meets the highest standards. None of this is easy. None of it is fast. But we are unwilling to relinquish control of each step of the process to subcontractors because we know what looks accurate and what looks correct—after all, we’ve spent many hours in the field climbing all over the prototype!
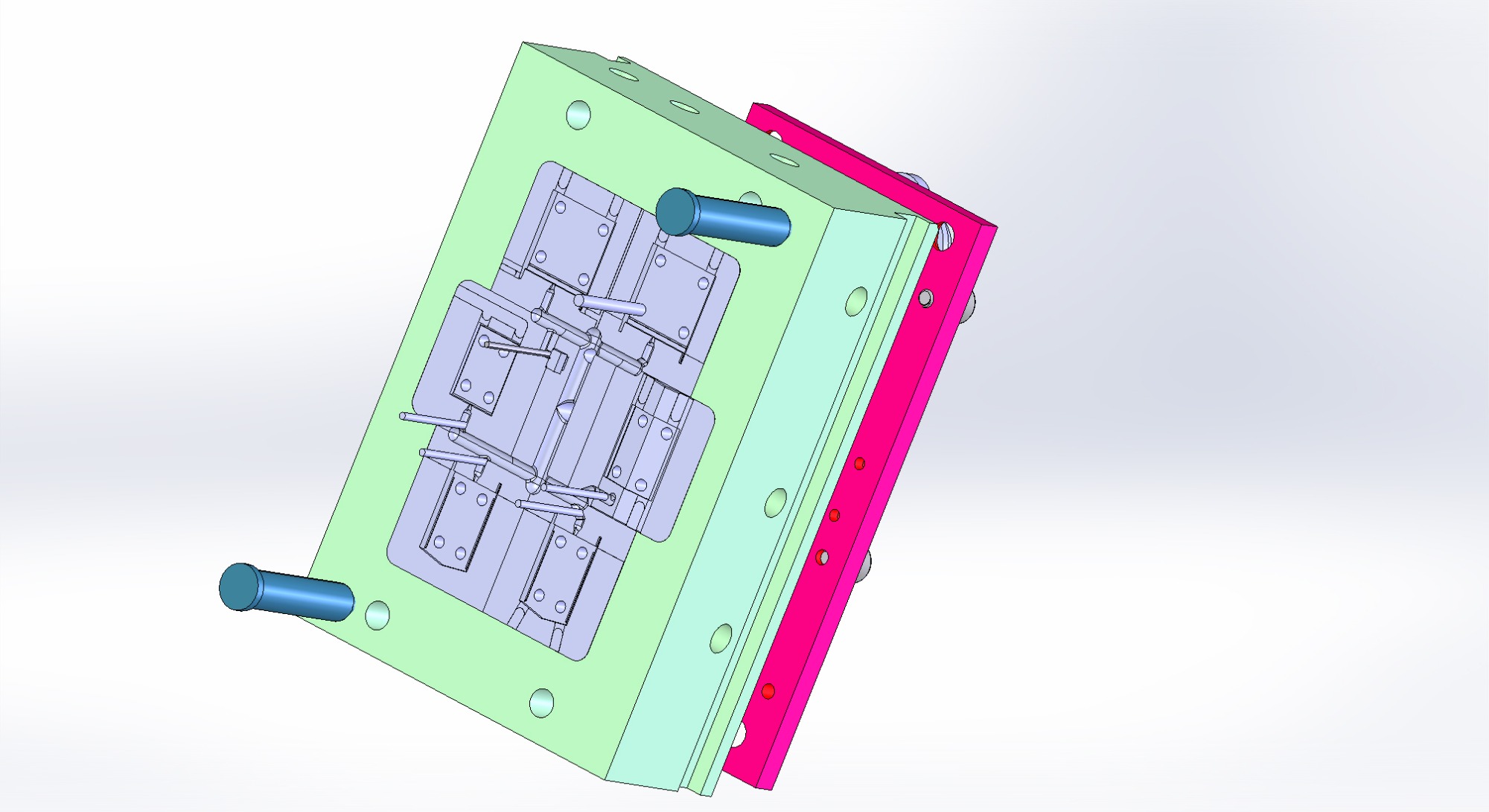
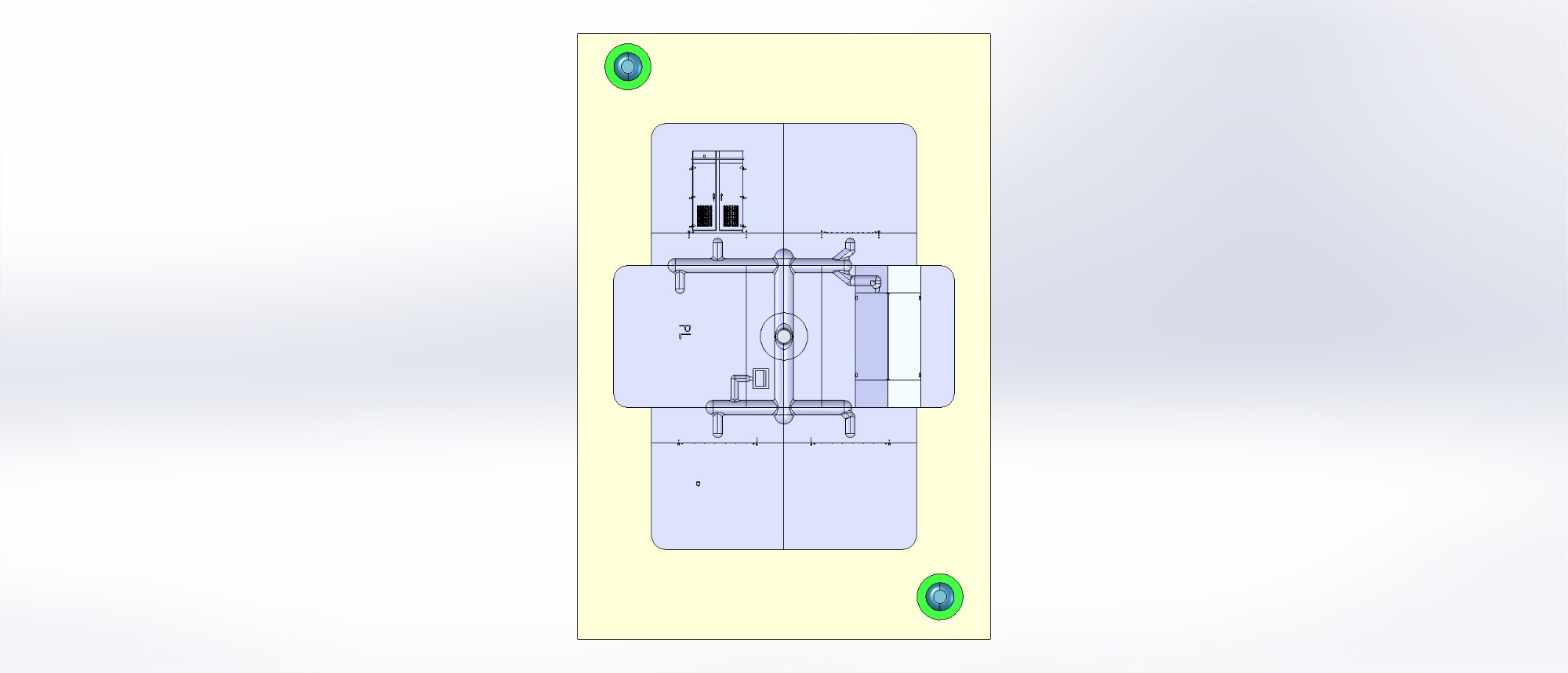
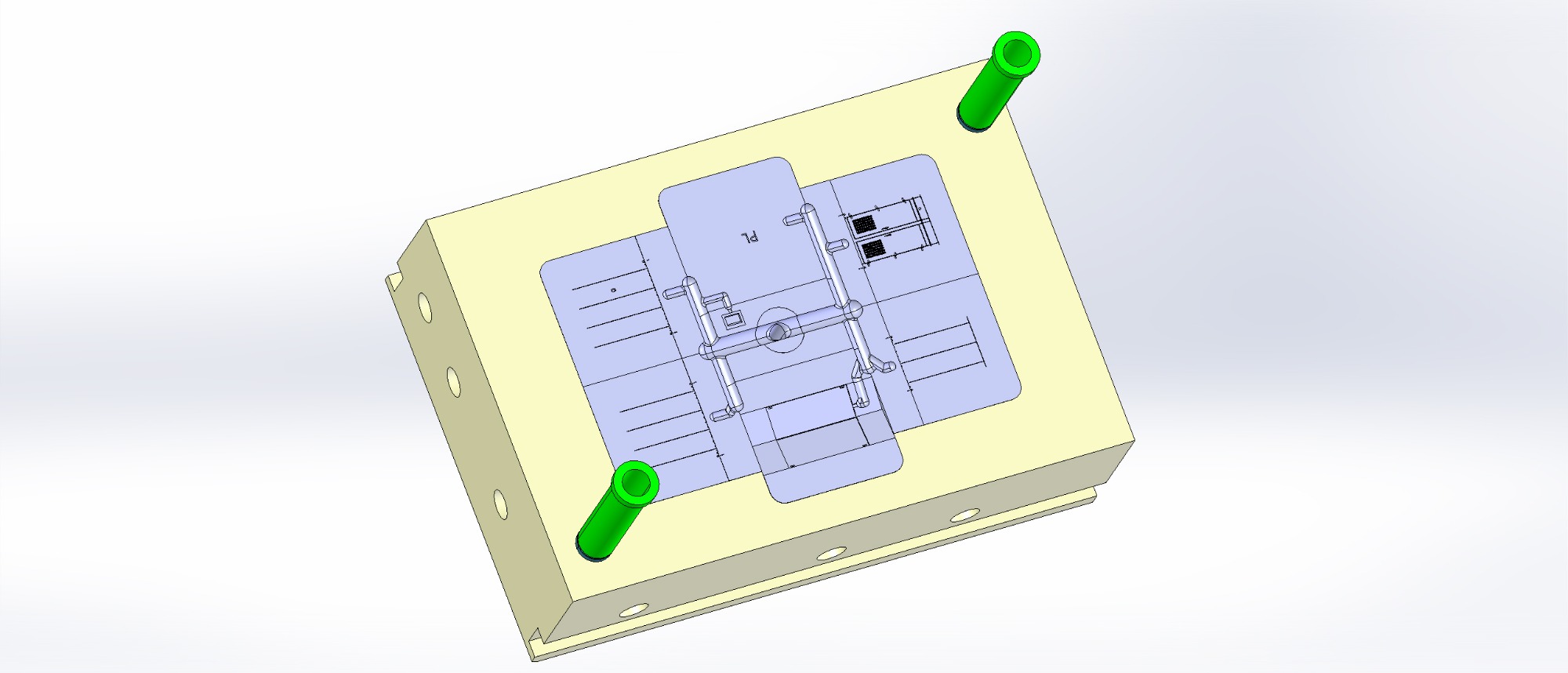
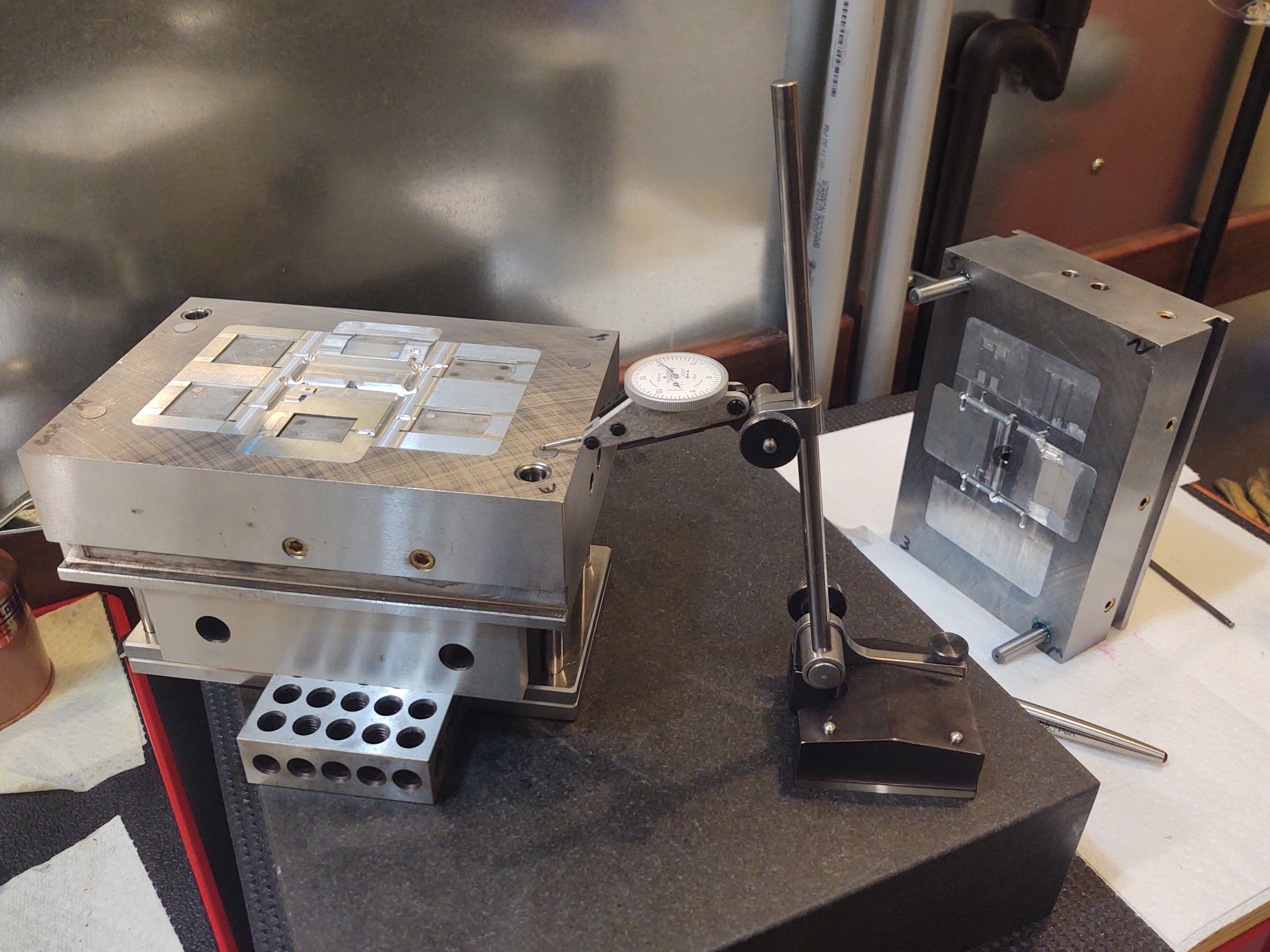
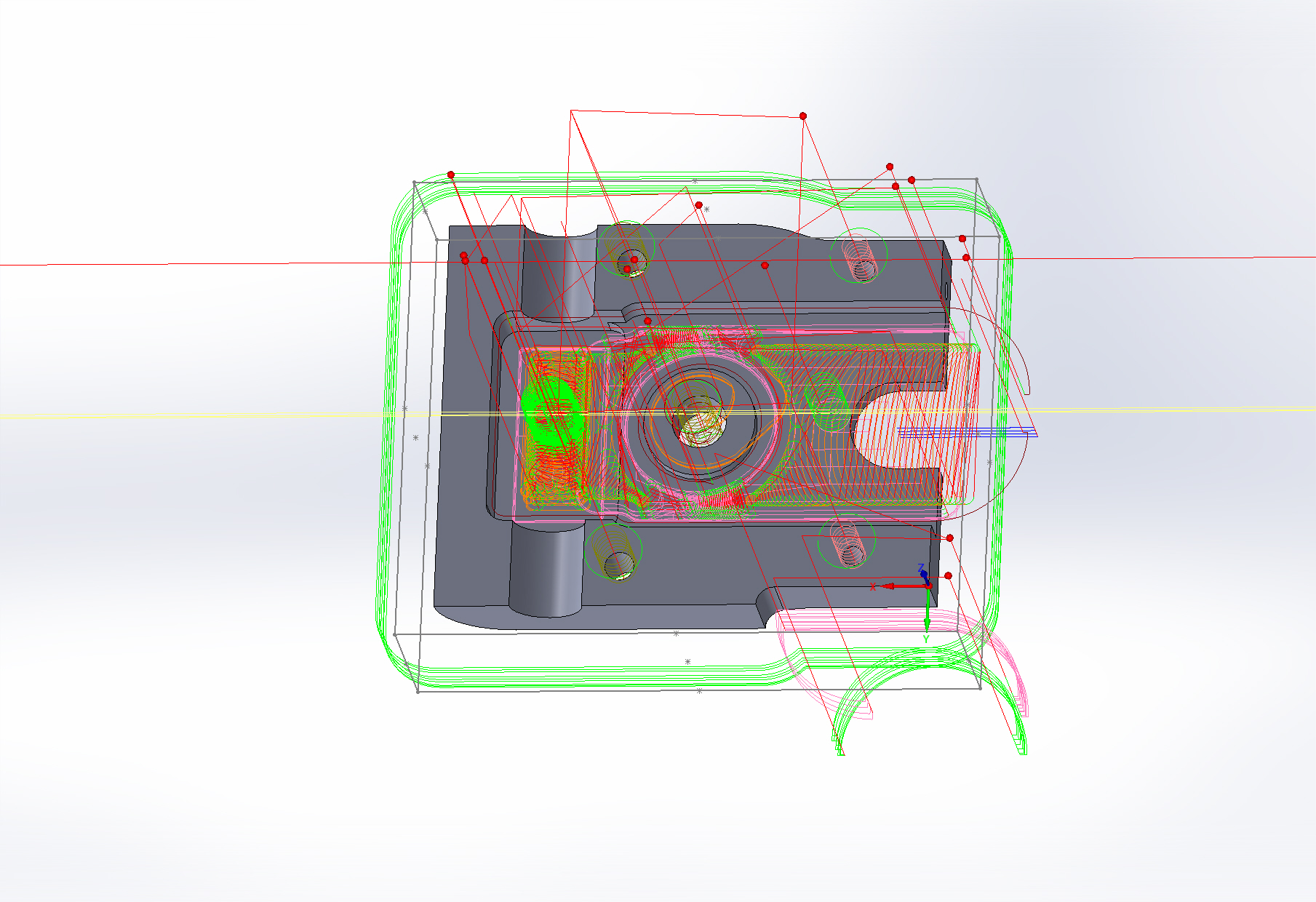
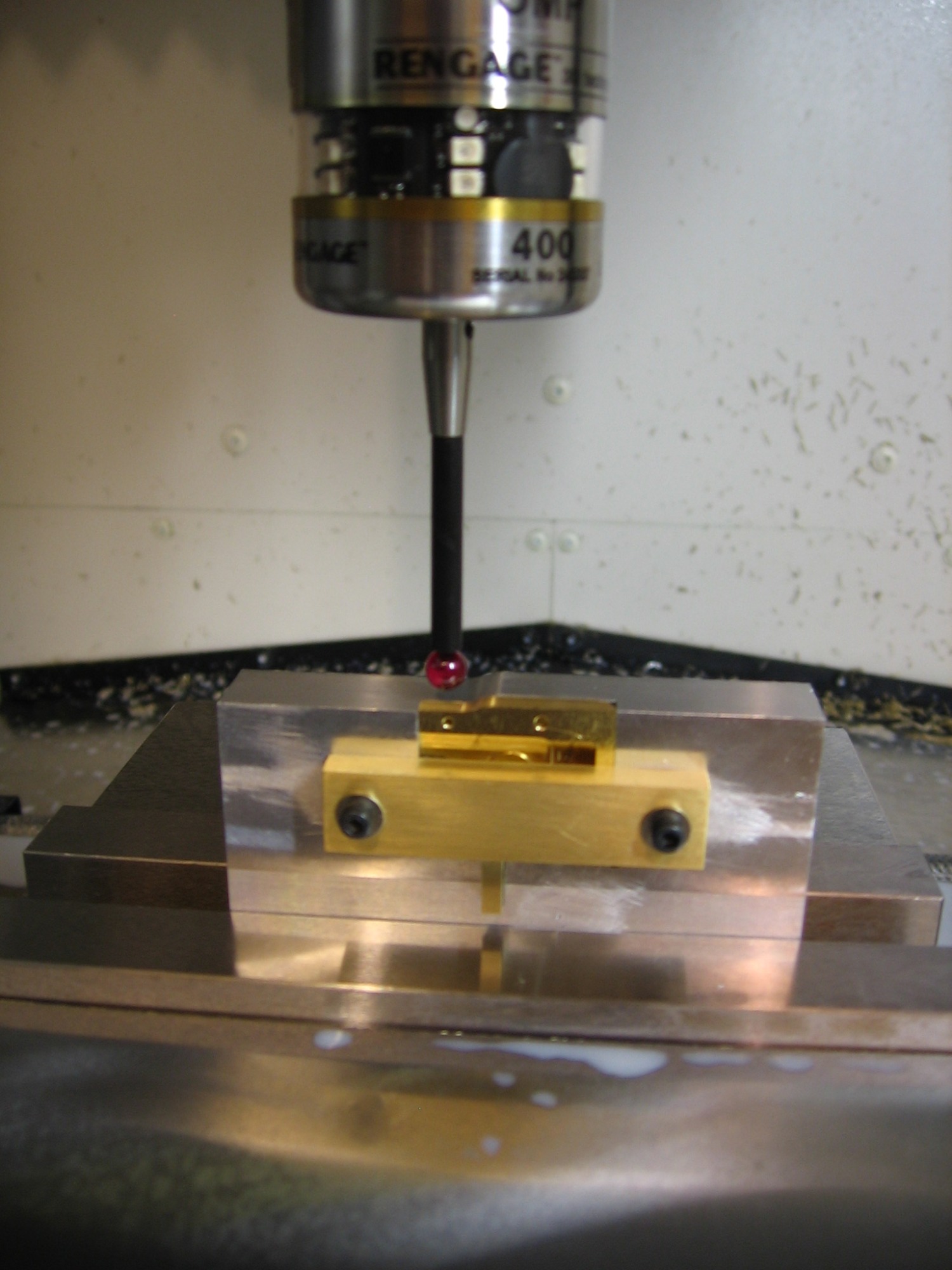
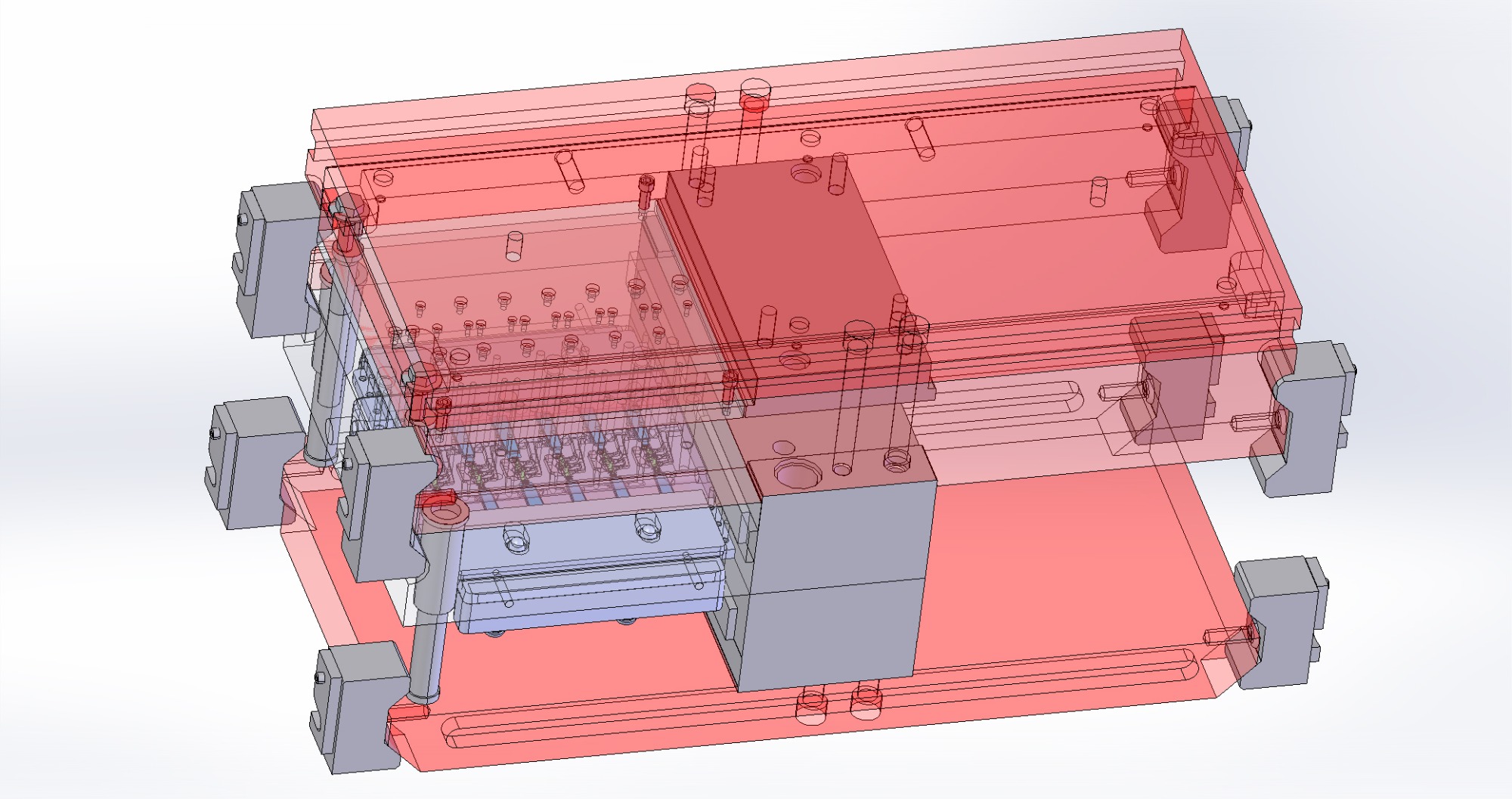
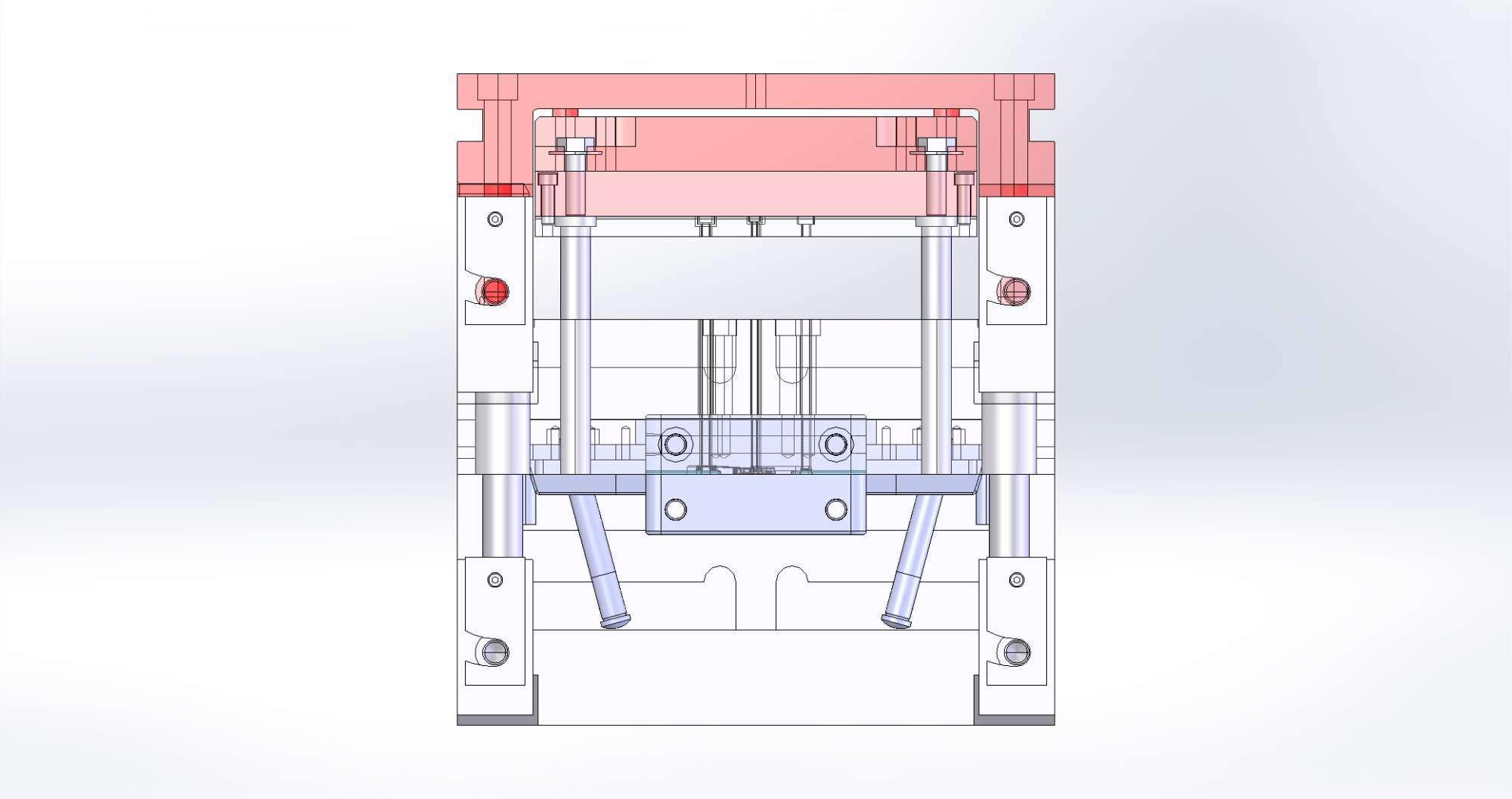
All of our designs are drawn in SolidWorks, a three-dimensional CAD program, which has been industry standard for many years. Once a model or part has been drawn, a mold design is created. We then use SolidCam to program our Okuma CNC vertical machining center, either machining the mold inserts directly or machining electrodes for our Electric Discharge Machine (EDM), which in turn are used to machine mold inserts. Although using a “sinker” EDM machine adds time to the process, it’s the only way to achieve some geometric details of the prototype that can’t be machined directly in the mill. Once the initial machining is done, we take the mold inserts to our workbench and examine them under a microscope, working carefully to polish out any residual tool marks and making sure the details are as accurate as humanly possible.
At the heart of our efforts is the Okuma M460ve vertical machining center. This is what’s known as a “mini-bridge” machine in the machining industry. The mini-bridge design is inherently more rigid than the more popular and less expensive cantilever design of other machining centers. The mill is a light weight at 14,300 pounds! It has a spindle capable of 15,000 rpm (in a world where many mills top out at 8,000 to 9,000). With 29 peak horsepower, our mill can handle tough steels needed for Zamac dies as well as for plastic injection molding. But the mill can do more than hog out hardened steel. In brass, aluminum, and copper, it is so accurate it can run end mills with a diameter of .005 at 15,000 rpm routinely without breaking them.
We believe that with the changing world economy there is an opportunity to bring manufacturing back to America and produce products here at competitive pricing. For over a century, America set the standard for innovative manufacturing--it is time we made things here again.
A Model Company Run by Modelers
Our approach is hands-on. We do the prototype research. We design the model. We build the mold.

Our Okuma CNC Mill
At the heart of our efforts is the Okuma M460ve vertical machining center. This is what’s known as a “mini-bridge” machine in the machining industry. The mill can machine shapes directly on the mold or create electrodes for use in the EDM machine.

Our Mitsui Surface Grinder
There are times in machining when we need to make something flatter than even what a high-end vertical CNC mill can do. That's where the Mitsui surface grinder comes in. Flatness is its business, even on an angled ejector pin as the photo below shows.

Our EDM Machine
You can't make a square corner with a round end-mill. That's why you need an EDM machine to make the hardest geometrical shapes by creating a positive electrode to "spark" or "erode" the metal cavity.
Our CNC Mill in Action!
Our EDM Machine in Action!
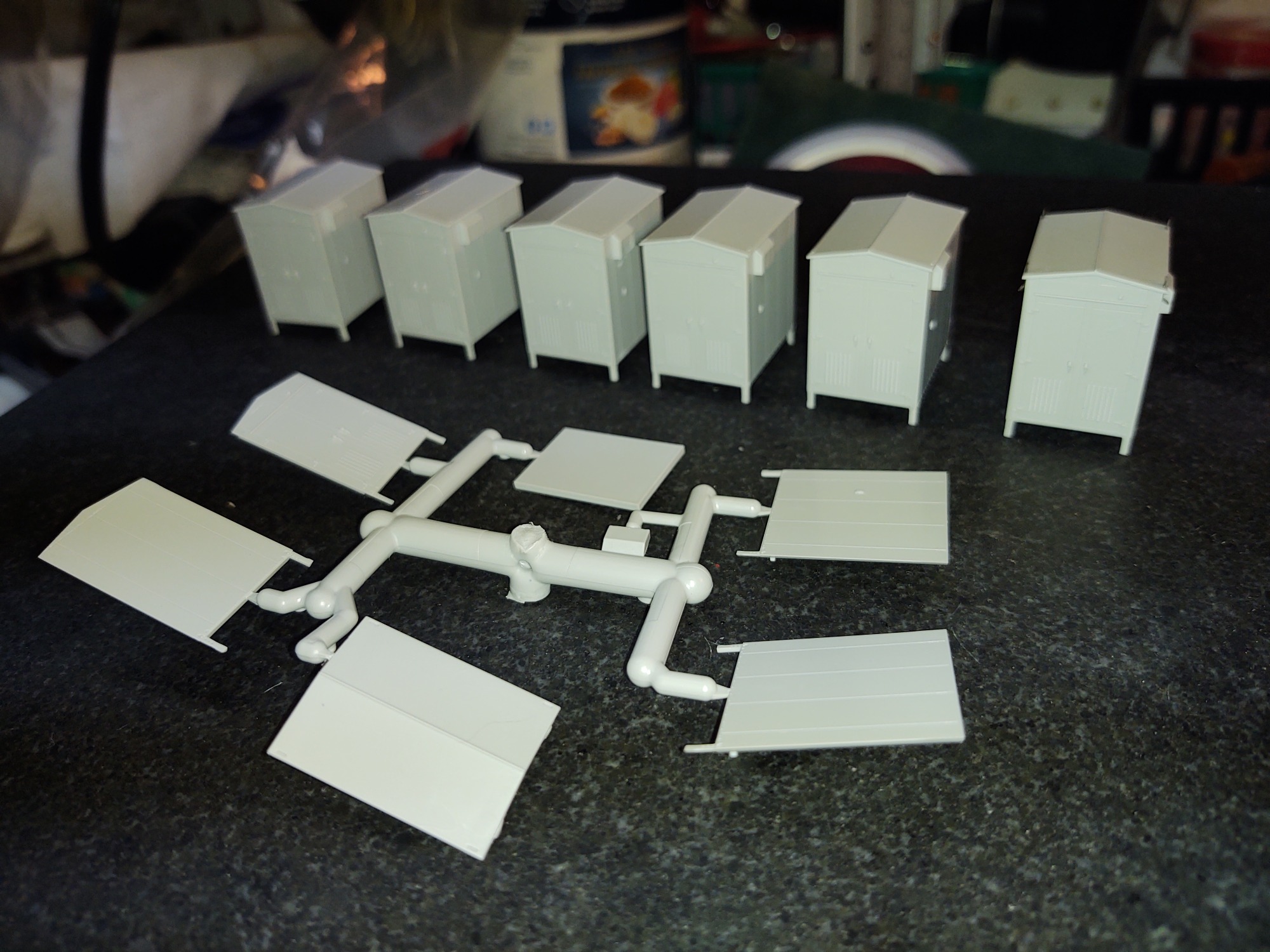
Our Relay Sheds
This Model in HO scale represents a distinctly modern 6' x 8' relay shed built by the Safetrans System Corporation, using welded aluminum. These sheds are employed at highway grade crossings, trackside signals, and railroad diamonds. Our model was painstakingly created by measuring and photographing the prototype and then drawing a model of it in 3D CAD using SolidWorks. Many hours of work ensued machining the mold inserts with the CNC mill and EDM machine, following by polishing the inserts under a microscope. Our model uses photo-etched lift rings made to scale, not oversized for the sake of convenience.






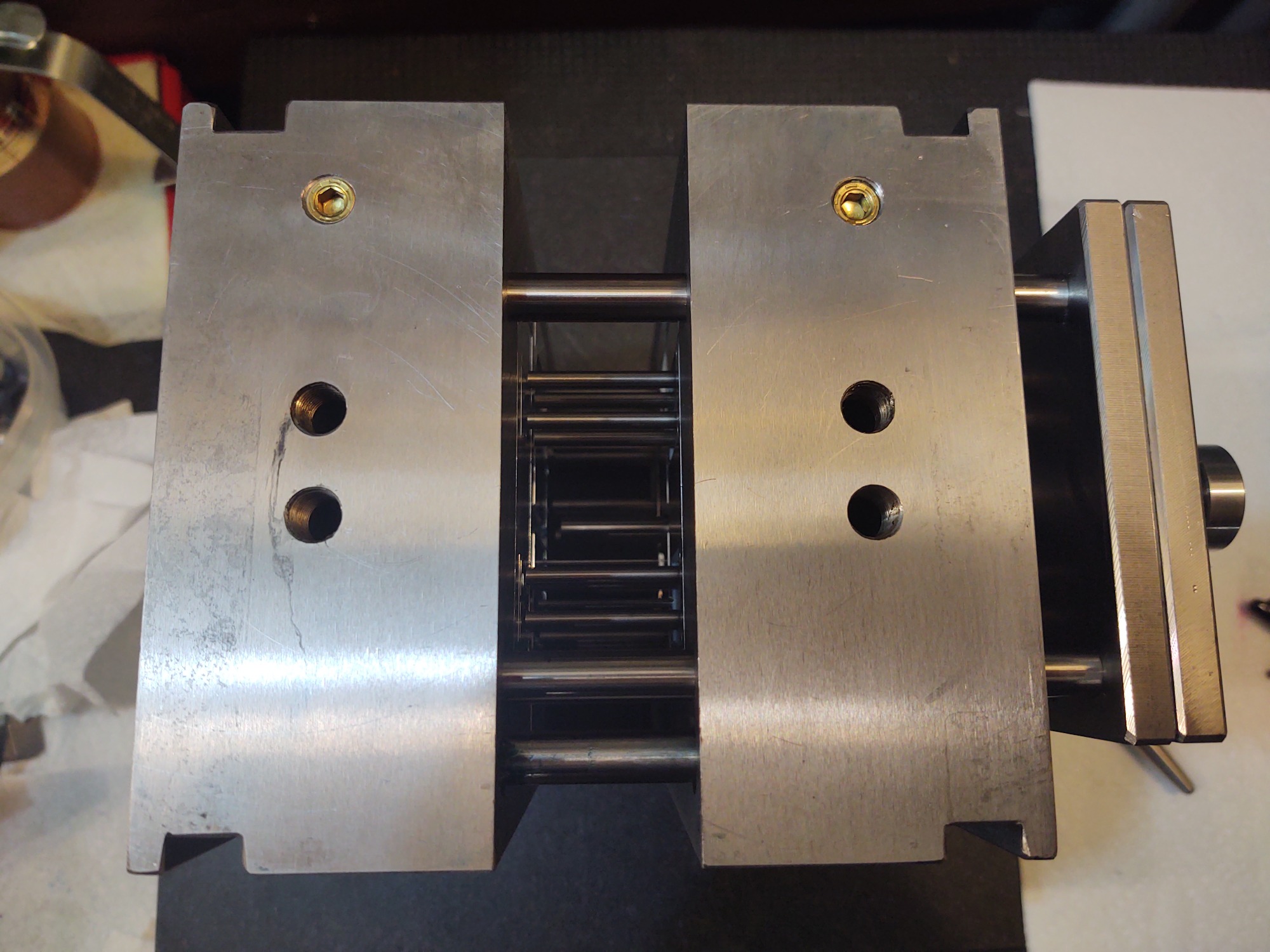
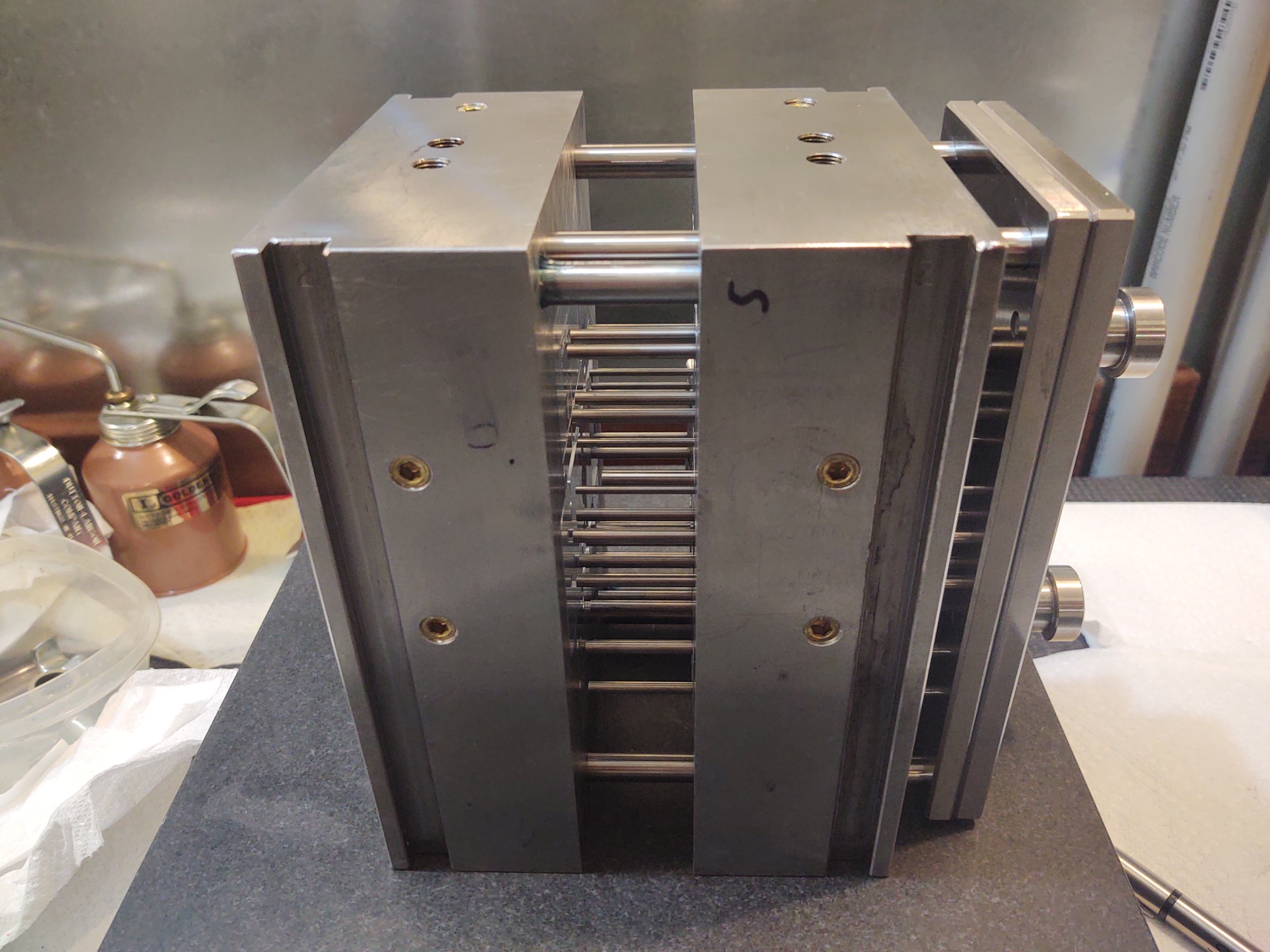




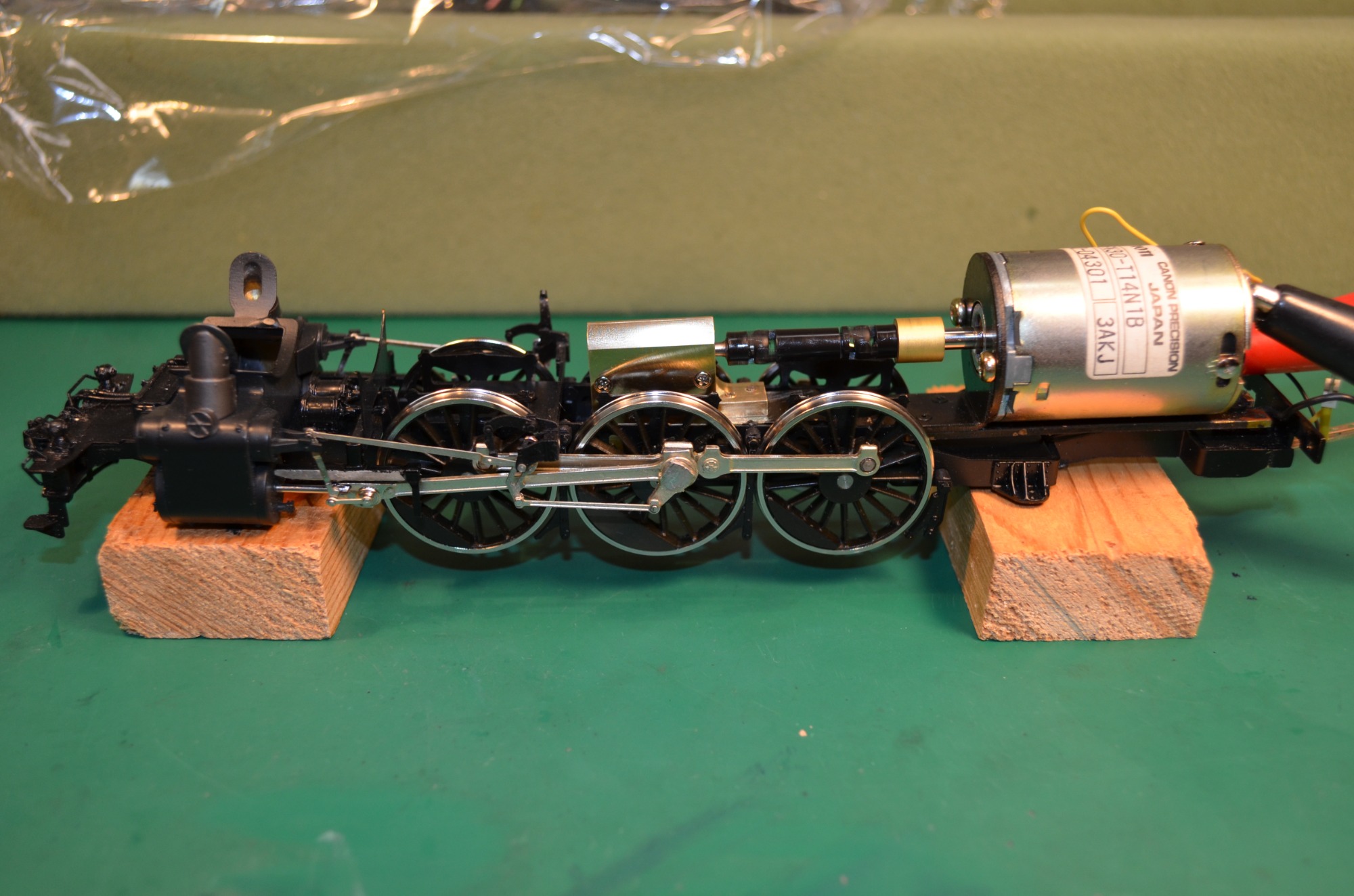
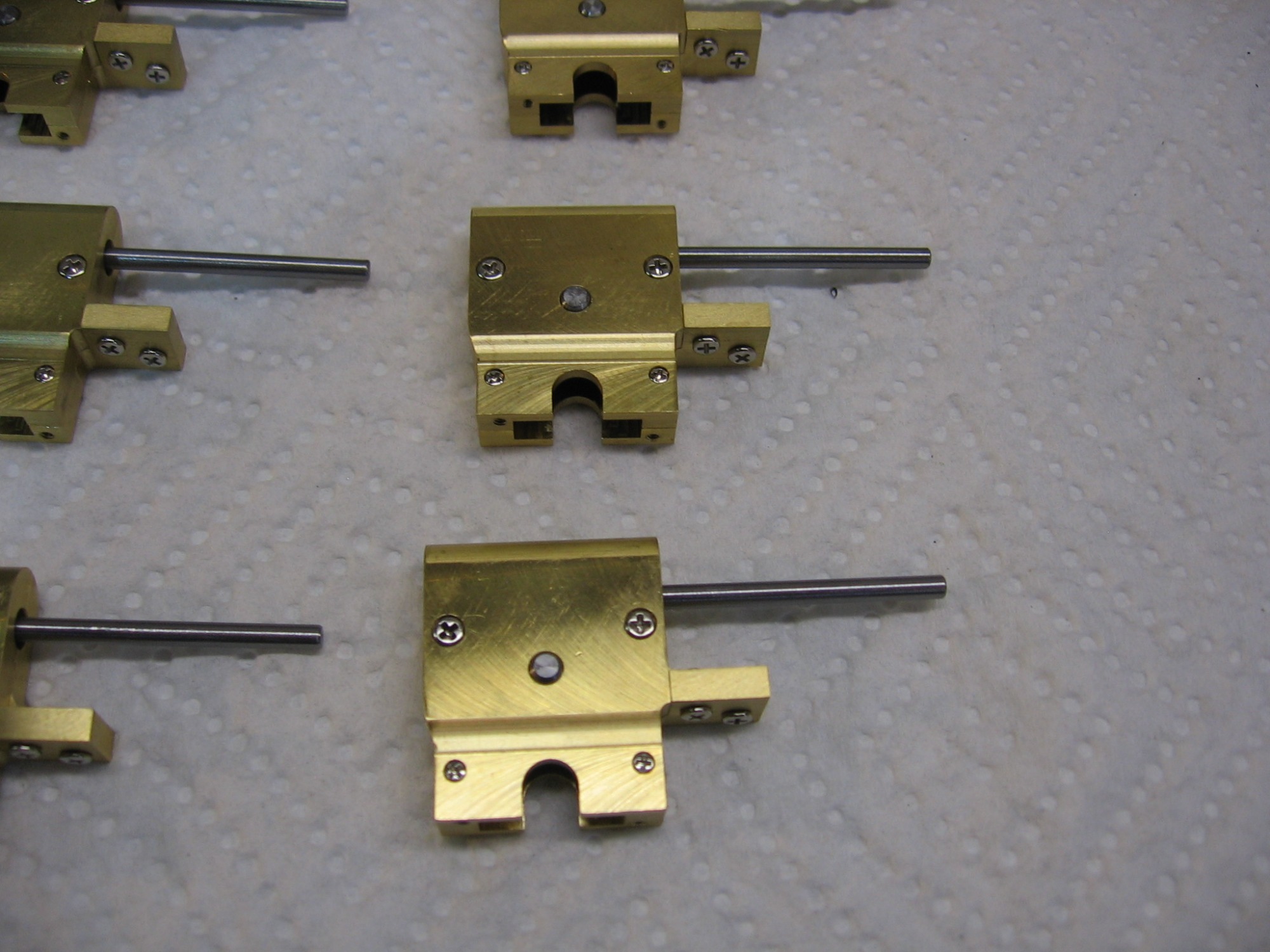
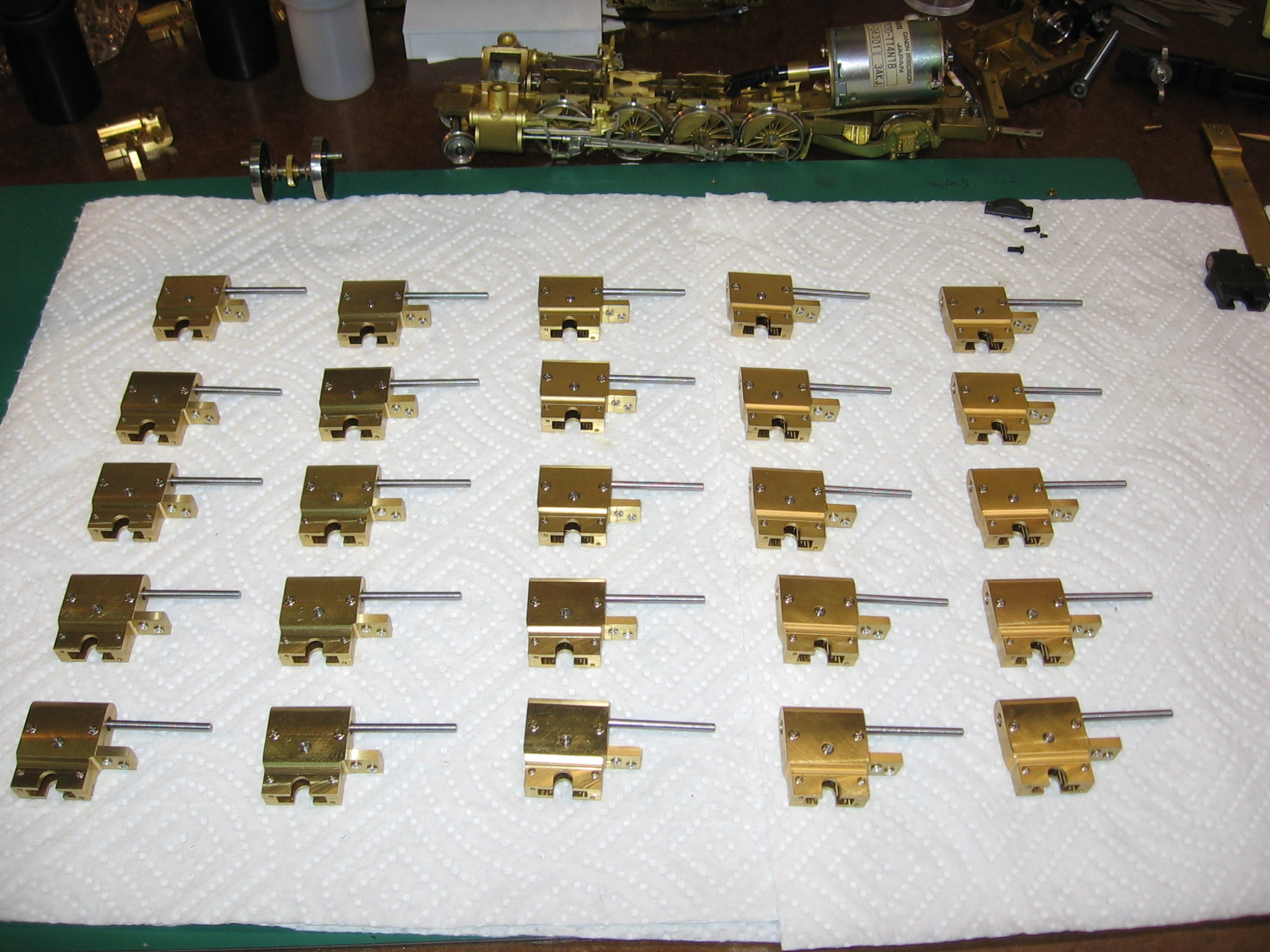
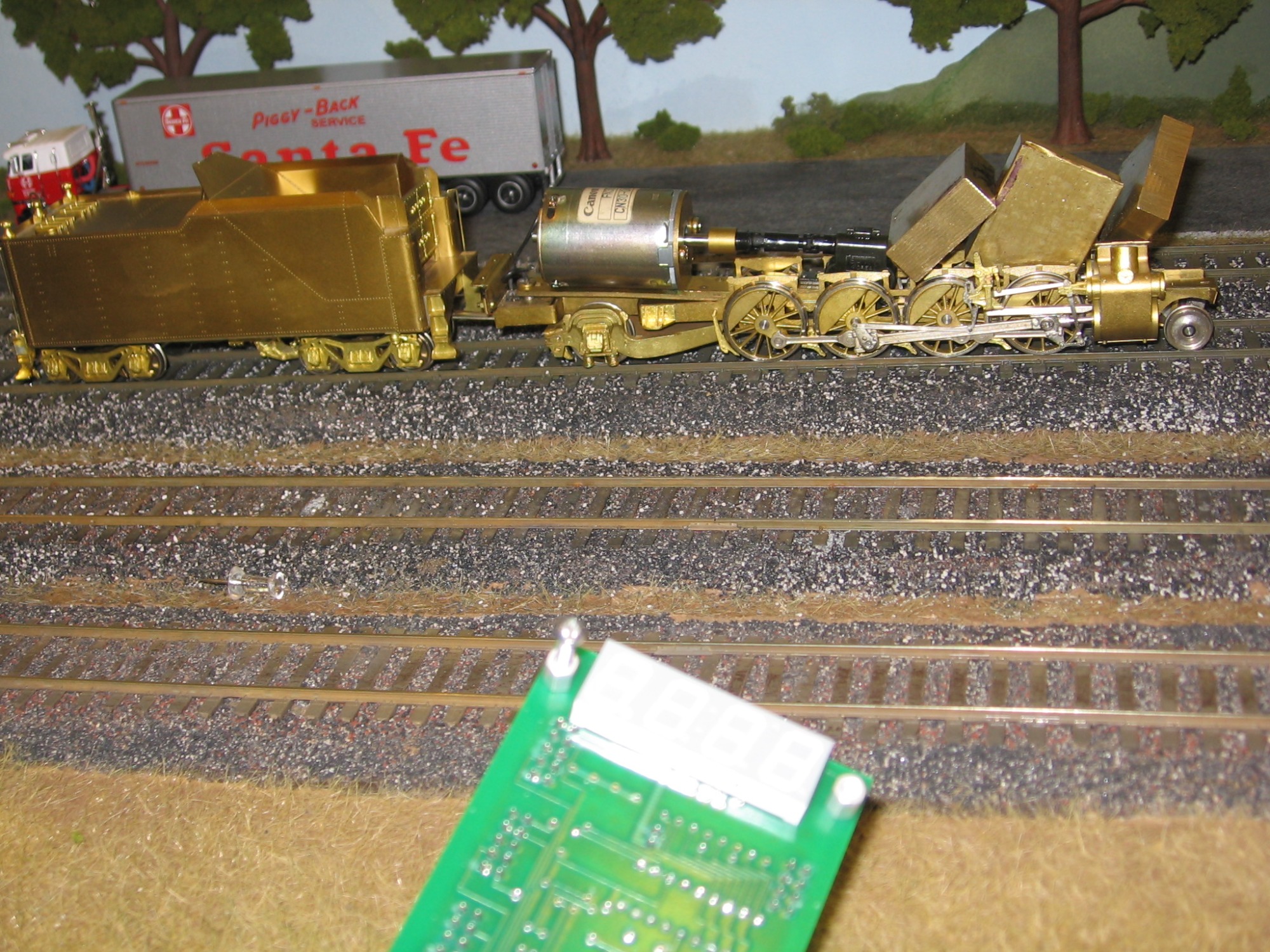
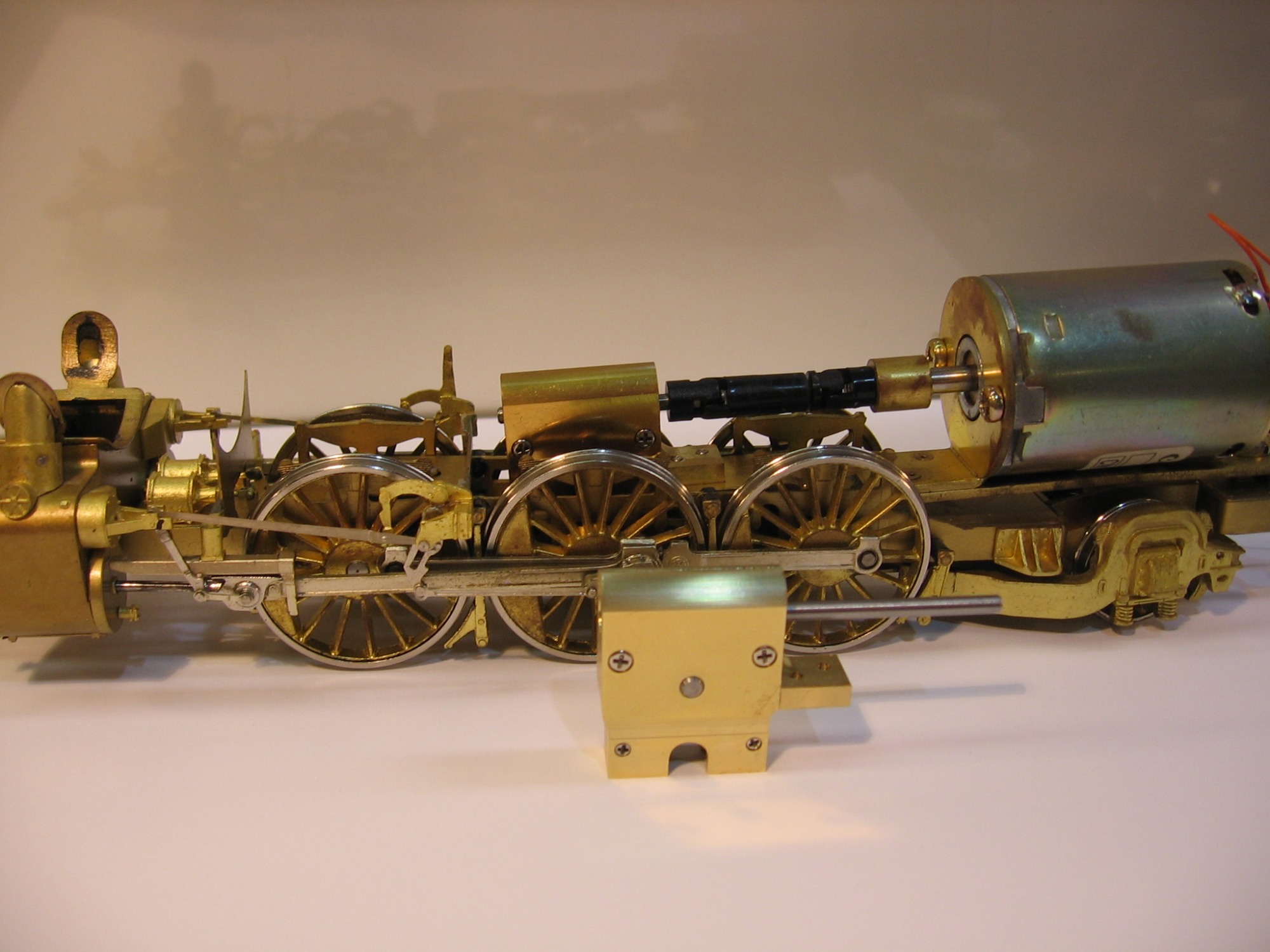
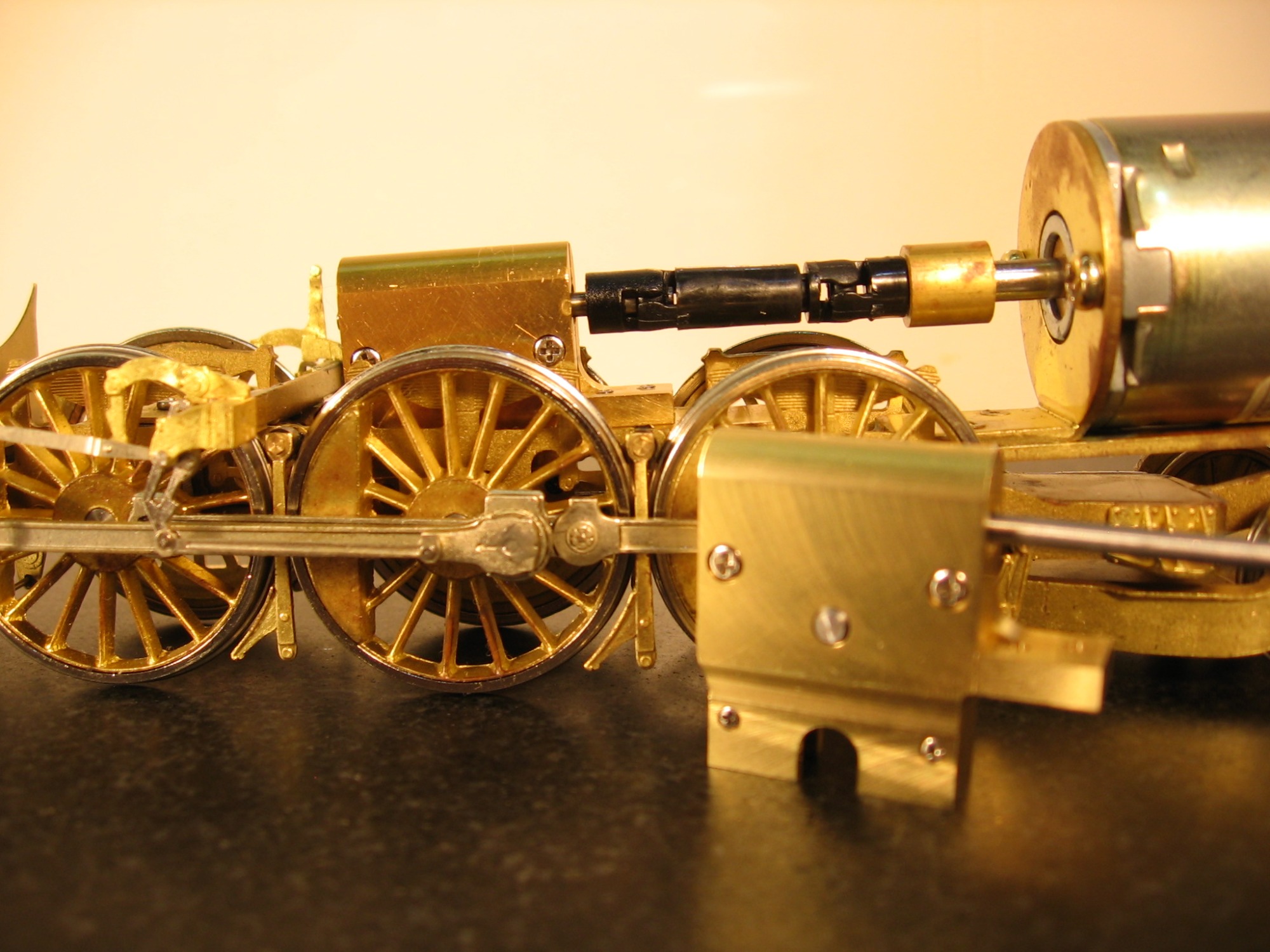
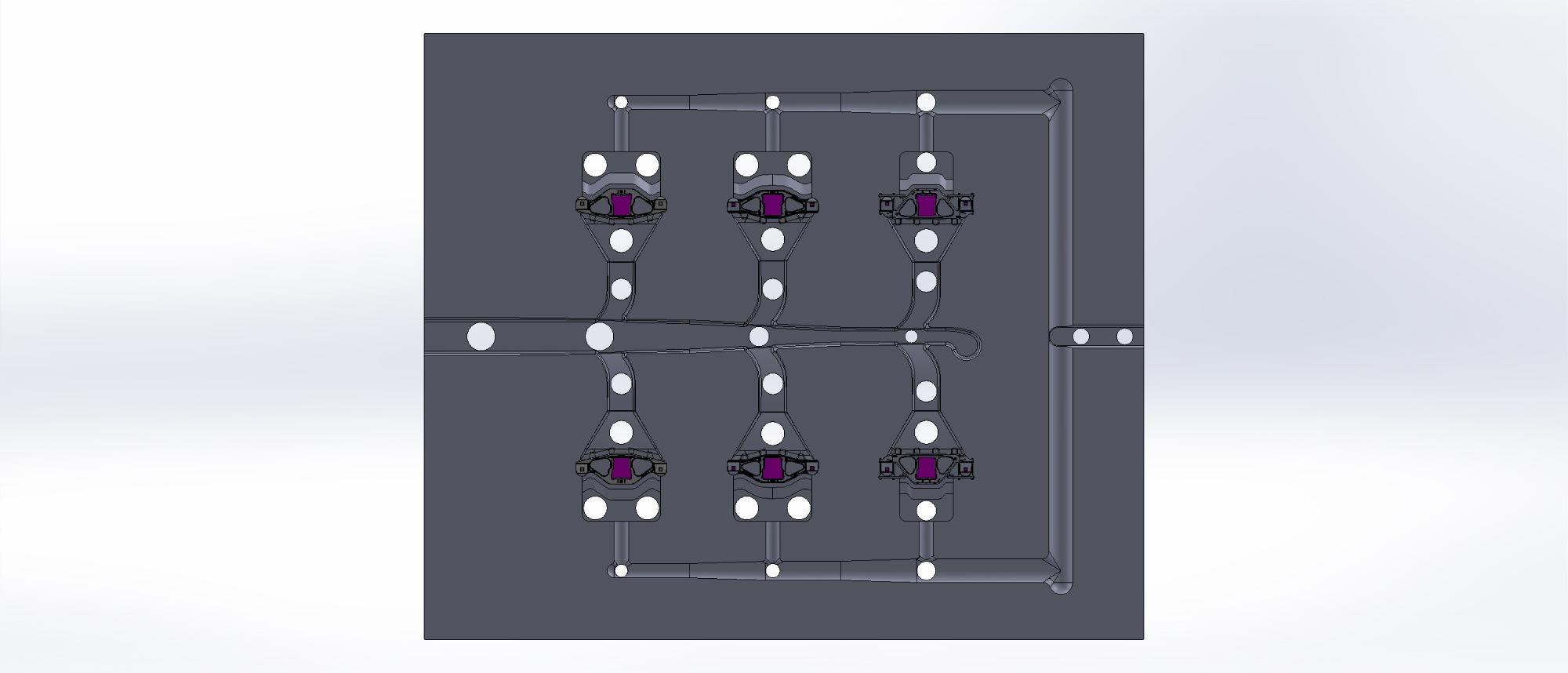
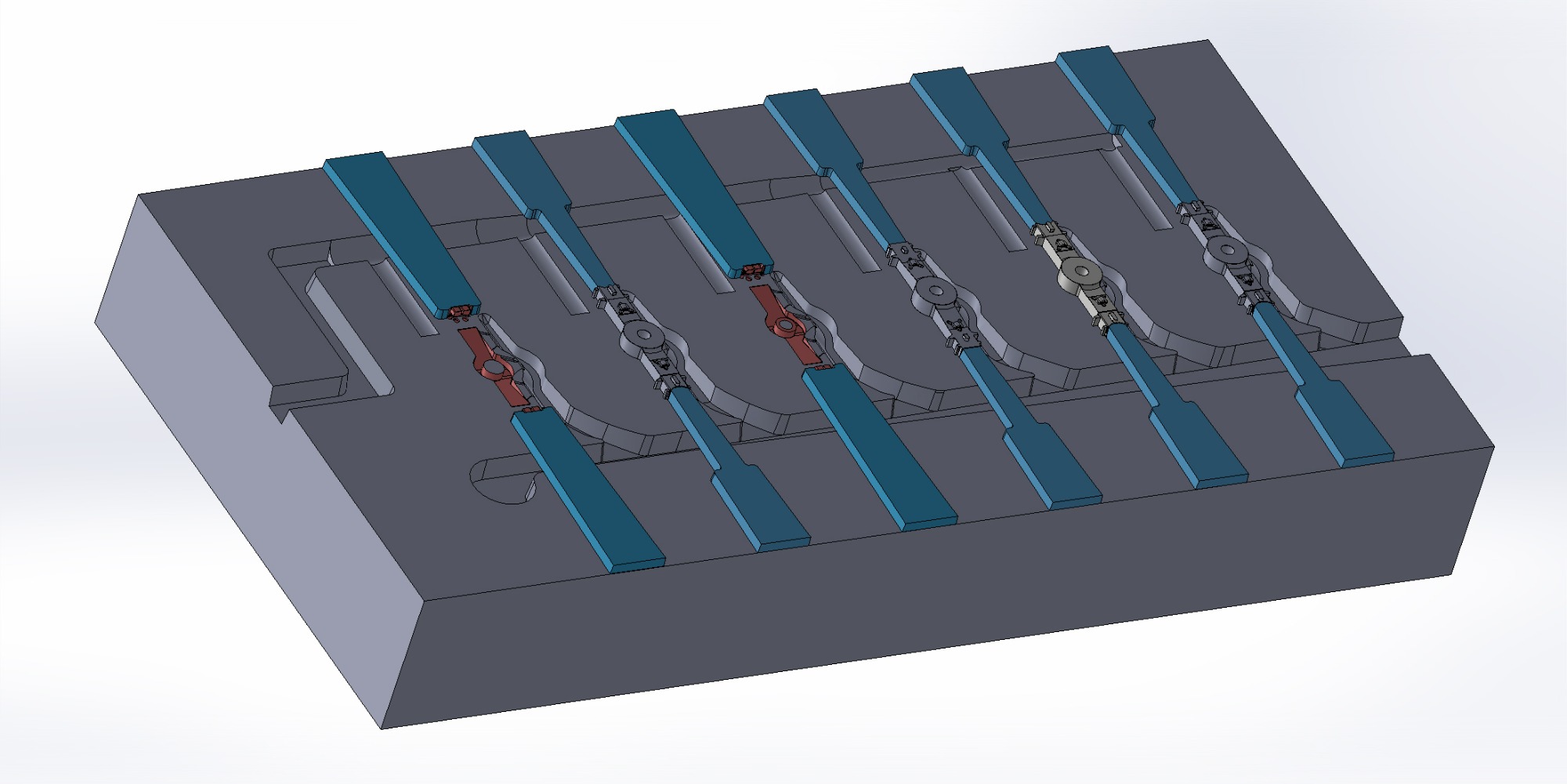
Our Gearboxes
The Omnicon Gearbox used in S scale steam locomotives is notorious for stripping its gears, rendering the locomotive inoperable. With even moderate use, the gearbox self-destructs. The cause is its rocker arm design is too light for the weight of the locomotive. Accordingly, replacement with a more conventional gearbox is warranted. However, no commerical gearbox is available that will fit the 26T axle gear on the Omnicon locomotives. Our gearbox solves the problem without requiring the modeler to blow apart the main driver, change its axle gears, and re-quarter. We have designed this to be as drop-in a replacement as possible.



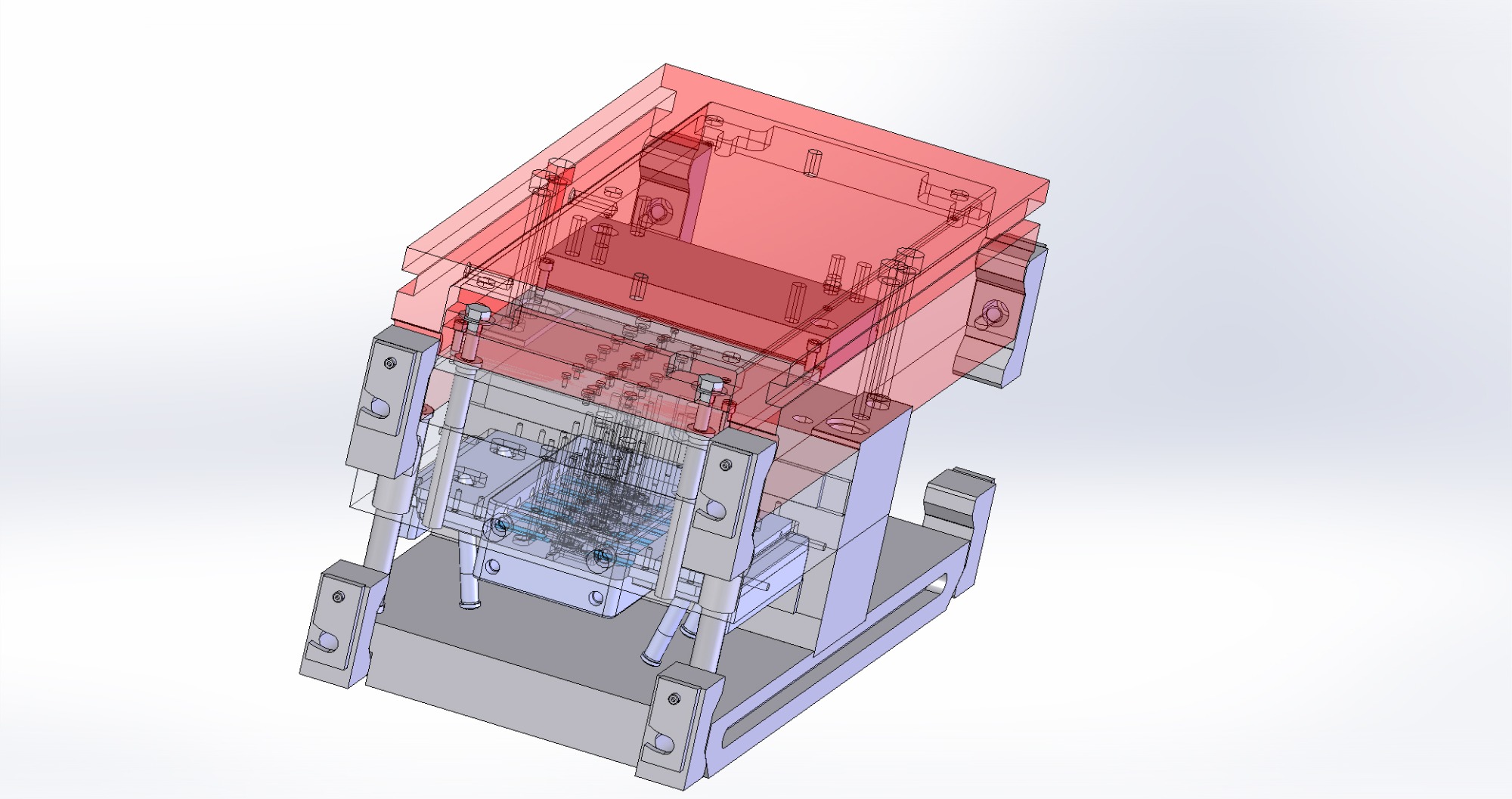
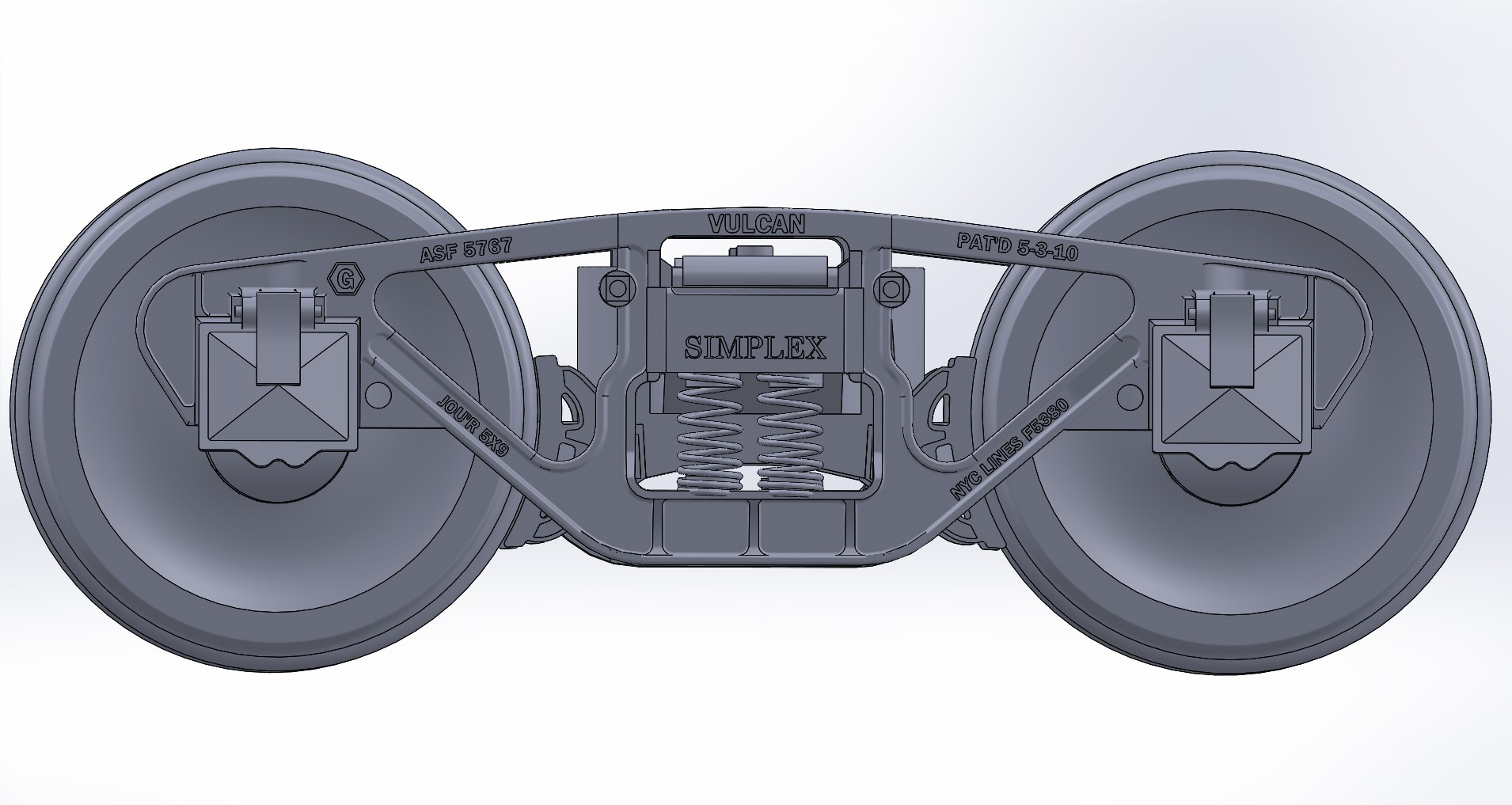
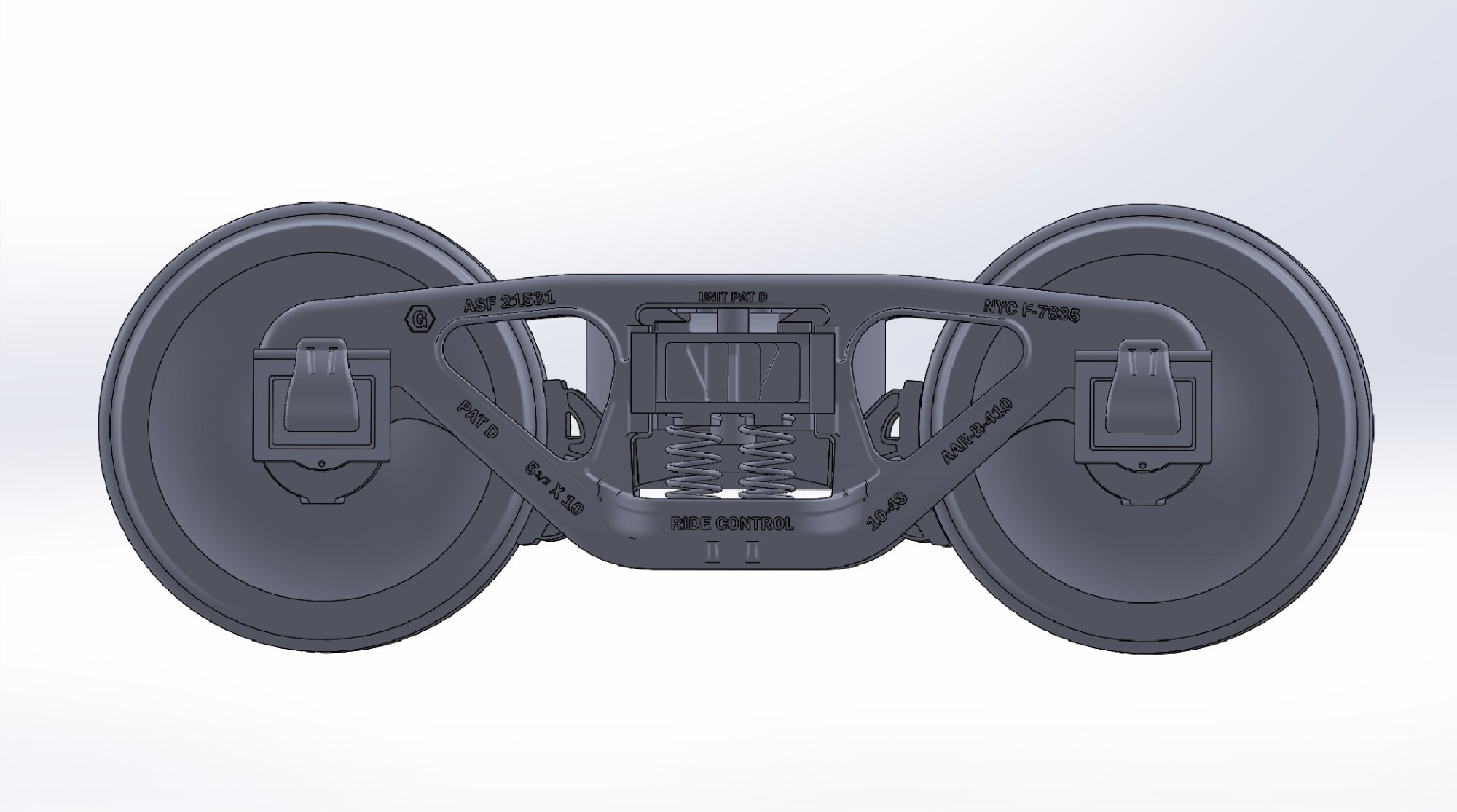
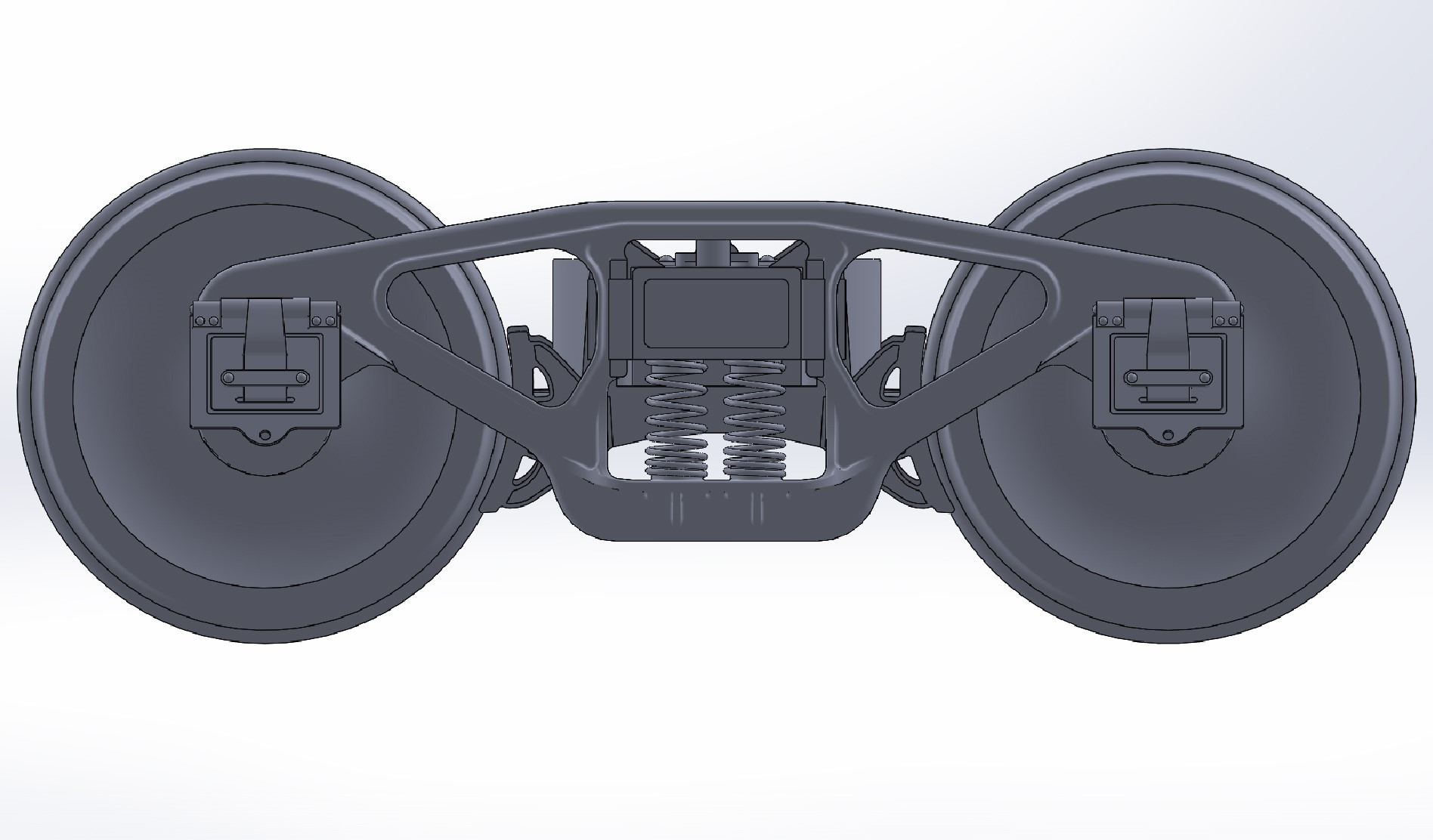
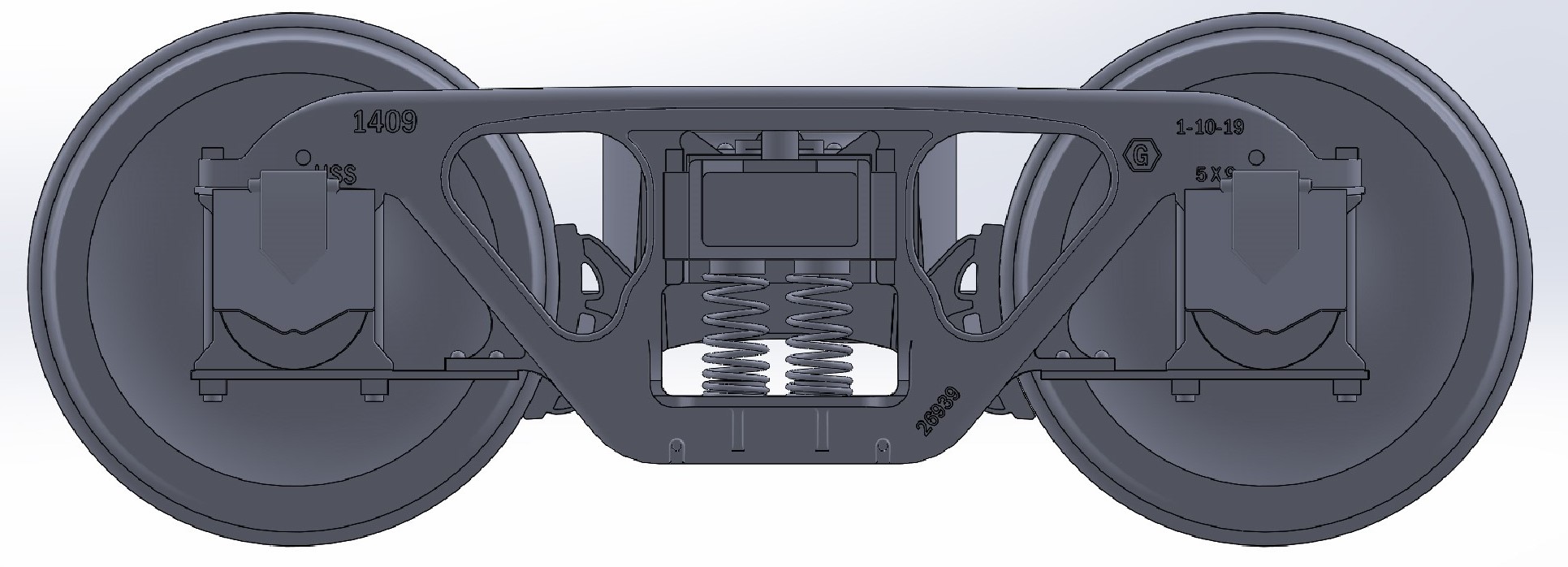
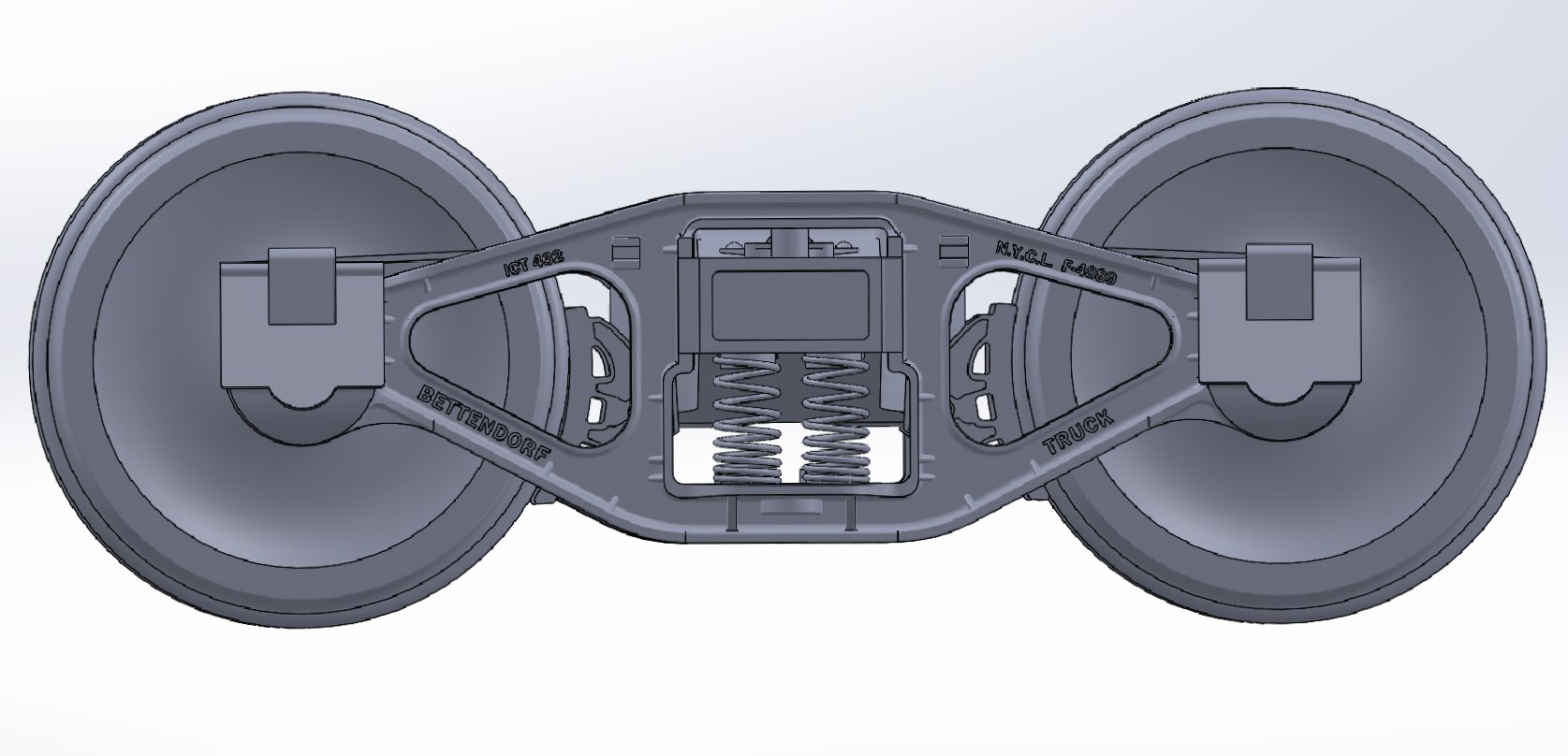
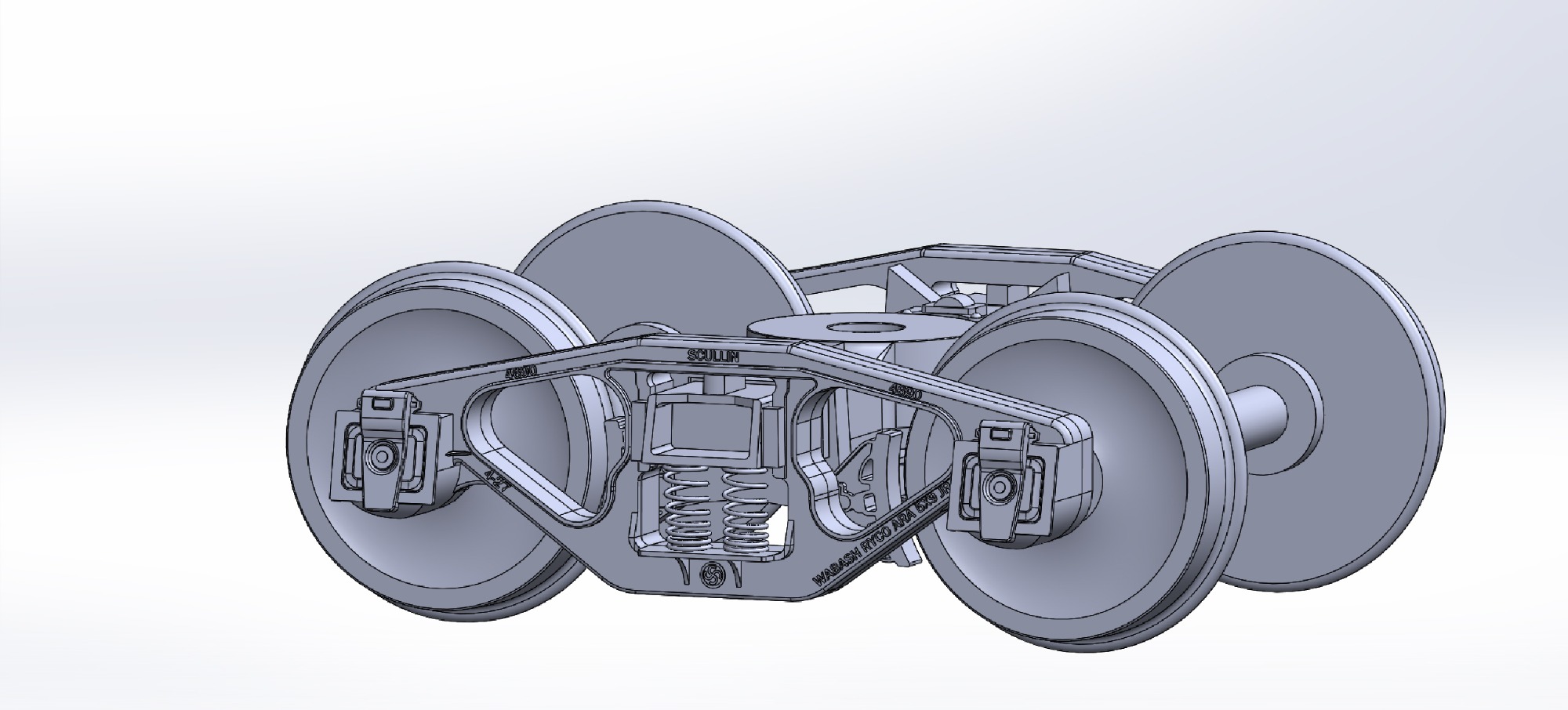
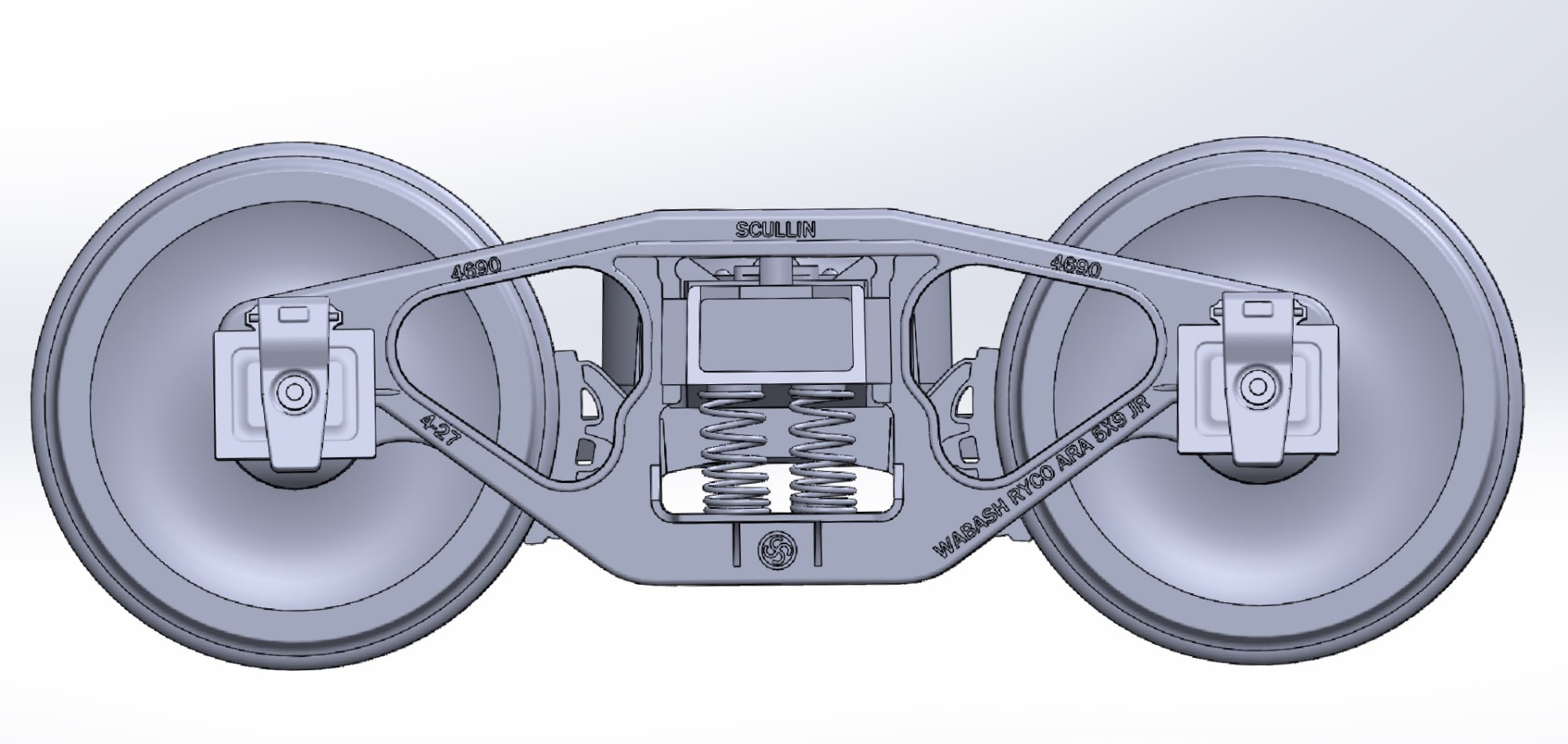
Our Trucks
Our Trucks are cast in Zamac, or white metal, because we think that getting the center of gravity down low on a car will help it track better and prevent string-lining. But getting anything cast in Zamac is a huge commitment: The mold base for our trucks weighs 1,400 pounds!



Business Hours
We will do our best to answer all emails and phone calls in a timely manner. Please keep in mind we may be running some expensive and demanding machines, so leave a message if we are unable to answer immediately.
- Mon – Fri
- 09:00 am – 05:00 pm
- Sat – Sun
- Closed
© Copyright. All rights reserved.
We need your consent to load the translations
We use a third-party service to translate the website content that may collect data about your activity. Please review the details and accept the service to view the translations.